 since 2012/07/14
since 2012/07/14
技術教育研究会youTube 旋盤実習の授業・旋盤加工実演会の記録(2022/06)
※チャンネル登録と「いいね」ボタンで、ご支援ください。
旋盤工の技 Ⅱ The Superior Skill of the Turner Ⅱ.
職人技の科学 -旋盤加工を事例として-
Science of the Craftsman's Skill
石田 正治 ISHIDA, Shoji
1.はじめに
この講座では、私の旋盤工としての体験をもとに、その機械加工に関する技能を理論的に解明してみようと思う。職人技とか作業のこつ(骨)と呼ばれる技能は、「すぐれた先輩職人の仕事ぶりから見よう見まねで覚えるもの」、あるいは「さまざまな失敗を経験して身につけるもの」、とされているものには、それなりの理由(科学的根拠)がある、というのが持論である。技の本質(理由)がわかれば、比較的短時間で職人技を身につけることができるだろう。また、新しい仕事(加工)についても技の本質がわかれば的確に応用したり、あるいは対応できると思う。技の本質を理解して、工業高校での「課題研究」や「総合実習」などでの課題製作や教材づくりに活かしてみよう。
2.機械加工の基本
 |
 |
| [写真1] 旋盤工の立つ位置は決まっている |
[写真2]背丈に合わせてざら板を準備 |
なにごとも基本が大切である。旋盤、フライス盤、形削り盤など機械加工作業の基本は、正しい作業姿勢で仕事することである。作業姿勢が悪いとそれは危険な作業になり、精密な加工などできない。また、作業姿勢が悪いと正確な測定ができない。私も見習い旋盤工の時代には、作業着が1日で真っ黒に汚れていたが、先輩の職人諸氏の作業着は全く汚れてなかった。つまり正しい作業姿勢とは、「作業者の体が機械に触れることはない」ということである。作業着が汚れていないのは、怠け者ではなく名工の証である。旋盤について言えば、エプロンの前が作業者の立つ位置だ。この位置を離れて、作業することはほとんどありえない。旋盤工の手が触れるのはハンドルだけなのだ。ノギス、マイクロメータなどの測定作業も同じ位置に立って行う。まず自身の体(作業着)が機械に触れることがないように意識的に注意して作業してみよう。
写真2は、学校の実習工場にある、私が使っている旋盤である。旋盤の前に、ざら板が置かれている。ハンドルの持つ位置の高さが自身の背丈にあうようにするためだ。ざら板は、作業のしやすさだけではなく、安全作業のための正しい作業姿勢をつくる。また、ざら板があると、長時間作業していても足の疲れ少ない。旋盤に限らず、会社ではざら板や踏み台を作っているのが普通である。学校でも背丈の小さい生徒がいると、危険な作業になりやすいのでざら板を準備しておくとよい。
旋盤に限らず、フライス盤、ボール盤などによる機械加工の基本はのひとつは、工作物あるいは切削工具を回転させてから、工作物または切削工具(バイト、ドリルなど)近づけていくことである。不用意にバイトを工作物に近づけてから起動すると、チャックや工作物にバイトがぶつかってしまうことになってしまう。バイトをダメにしてしまうだけでなく大きな事故になることも考えられるので、基本は忠実に守ることにしよう。
機械を停止させる時は、逆にバイトや工作物を離れた位置に戻してから停止させるようにしよう。切削が終わった時は、すばやく刃物台をチャックと工作物から離れた位置に戻すことを基本にしよう。安全作業の基本である。
3.機械や工具の性能と特徴を理解しよう
 |
 |
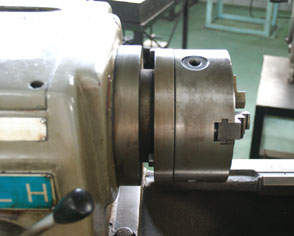
| [写真3]チャックA |
[写真4]チャックB |
写真3、写真4は、学校の機械実習工場の旋盤のチャックである。いずれもスクロールチャックであるが、主軸への取り付け方とツメの形が違う。チャックAは、主軸に面板を取り付け、それにチャックを取り付ける構造になっている。こうすることによって、チャックを固定している面板のボルトをゆるめて、チャックの芯だしを行うことができる。それに対し、チャックBでは、主軸に固定されているのでチャックの芯だしはできず、取り付けたときの振れは、なくすことができない。精密な同軸度を要求される加工ではチャックAに限る。また、チャックAでは、わずかな偏心の加工も可能である。
チャックBは、外ヅメと内ヅメが共用になっている。このツメを生ヅメに交換すれば、チャックの振れを解消でき、通常ではつかみにくい品物の加工でも加工できる。
チャックAとチャックB、それぞれの特徴を活かして加工するとよい。
4.切削工具の選択と刃先の研削
 |
 |
| [写真5] へールねじ切りバイト |
[写真6] ドリルの刃先を研ぐ(左側) |
 |
 |
| [写真7] ヘール仕上げバイト |
[写真8] 火造りした穴くりバイト |
最近は、NC機械の発達とともにスローアウェイチップの超硬工具が普及しているが、学校の実習ではハイスのバイトもよく使われている。精密な仕上げを行うには、ハイスのバイトはまだまだ捨てたものではない。
バイトに限らず、切削工具一般にいえることは切れ味のよい刃であることが肝要である。「切れ味がよい」ということは単によく切れる刃ということではない。仕事では、加工時間よりも準備・段取りの時間(バイトをセットするなど)は、なるべく少なくしなければならない。よく切れる刃は、鋭く研げばよいので、これはすぐに切れなくなってしまう。バイトの再研削と刃物台へのセットに時間がかかってしまうので作業能率は悪くなってしまう。なるべく刃先が長持ちして、しかもよく切れる刃にしなければならない。よく切れて長持ちする刃が「切れ味がよい」刃なのだ。
その典型はねじ切りバイトだ(写真5)。材質にあわせてすくい角を変える工夫が必要である。また、切り粉の流れがよいようにすくい面を円弧にしておくこともコツである。どの材質どの程度のすくい角を与えればよいのか、これは経験して会得する他はないが、私の場合、量産加工することはあまりないので、一般よりもすくい角を大きくとるようにしている。
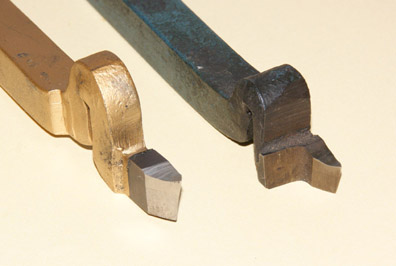
写真7は、私の使っている外形仕上げ用のへールバイトだ。へールバイトは、超硬バイトと違い、10ミクロン単位のほんのわずかな切削ができるので、仕上げ加工には欠かせないバイトだ。また刃先に幅があるので極めて平滑な仕上げ面が得られる特徴がある。研削盤加工と同等の仕上げ面が得られる。ベアリングなどを挿入する仕上げにはへールバイトを使うとよいだろう。ところで、私のバイトは写真のようにもとの刃幅から大きくそぎ落とし、刃先は幅が半分以下になっている。これはへールバイトの腰を強くするためで、精密な切り込みに切削抵抗でたわんでしまわないようにするための工夫である。おねじ切りバイトもへールバイトで作ると、腰の強いバイトになり、精密なねじ切りができるバイトになる。
ドリルの刃先の研削は、ねじ切りバイトと同様に熟練のいる作業だ。これは練習をして身につける他はないが、どのような形にしなければならないか、ということがわかっていれば、最短で研げるようになるだろう。写真6の右側のドリルは購入時の刃先を示す。左側は、私が研いだドリルの刃先で、ドリルの先端、チゼルエッジを小さくするために、シンニングが施してあるのがわかる。このようにドリルやねじ切りバイトが研げるようになれば、一流の旋盤工と言えるだろう。
5.工具、治具をつくってみよう
 |
 |
| [写真9] 自作の鋳鉄製コレットチャック |
[写真10] 自作のダイスホルダー |
旋盤工は、必要な工具や治具は、その加工に合わせてつくる。写真9は自作のコレットで、品物をチャツクでつかむ時に、品物の仕上げ面を傷つけないようにするためである。あるいは、ローレット加工した部分やねじ部の外周をつかんだりするのに便利な工具である。
あらかじめ各種の径のコレットをつくっておくとよい。コレットの材料は鋳鉄がよい。鋳鉄は、塑性変形しないので、コレットには最適である。しかしながら、コレットの径と品物の外径の差が大きすぎると、コレットは割れてしまうので、サイズが一致したコレットを使うようにしたい。
写真10は、自作のねじ切り工具だ。旋盤の心押し台に装着して使う工具で、ダイスをはめ込んで使う。ダイスにも大小あり、外径が違うので、それぞれ装着できる各種の径のものをつくっておくとよい。応用でタップを付けてめねじが切れる工具もつくることができる。こうした作業勝手のよい工具を製作するのも旋盤工の仕事である。
6.指輪をつくってみよう -名工の技にチャレンジ
 |
| [写真11] 旋盤で作った指輪 |
写真11は、旋盤でつくったステンレス製の指輪である。一見プラチナのリングのように見える。通常、宝飾品のリング(指輪)はインベスメント鋳造法による鋳造でつくられている。だが、このリングは旋盤で製作したものだ。このようなつかみどころのないものが自由につくれるのならば、名工の仲間入りができるだろう。
このステンレス指輪、どのような加工手順で、またどのような工具をつかえばできるのだろうか。
素材はステンレス鋼SUS304である。まず、適当なSUS304の丸棒を準備し、最初にリングの内径を加工する。次に写真12のような総形バイトで写真13に仕上げる。バイトだけでは、艶のある表面にならないので、研磨布や研磨材(ピカールのようなもの)を用いて仕上げる。次に突っ切りバイトで切り落とす。ここまでは、誰もが考えられる加工手順である。では、切り落とした面の面取りと仕上げは、どうしたらできるのか。旋盤工の工夫を考えてみて下さい。
答えは、技教研全国大会講座にて。
 |
 |
| [写真12] 指輪加工用総形バイト |
[写真13] ここまでは誰でもできる |
※(技術教育研究会第43回全国大会(2010/08/03) 理論講座原稿を補訂。(石田正治、2011年度より愛知県立豊川工業高等学校に勤務)
◆Link
http://www.tcp-ip.or.jp/~ishida96
This site is maintained by Shoji Ishida. For more information about the
this site, please write in Japanese, in english, auf Deutsch : ishida96@tcp-ip.or.jp
Copyright(c)2012 by Shoji ISHIDA All rights reseaved. Update : 2012/7/14,
Last Update : 2015/12/27
